
  |
产品名称:无铅台式回流焊ET-3032产品编号:无铅台式回流焊ET-3032 产品型号:无铅台式回流焊ET-3032 出品单位:易拓ETOOL 浏览次数: 更多产品图片: 

|
||||||||||||||||||||||||||||
产品详细介绍: |
|||||||||||||||||||||||||||||
无铅台式回流焊ET-3032 ,无铅台式回流焊,抽屉式回流焊,小型台式回流焊机 一、主要参数
二、配备
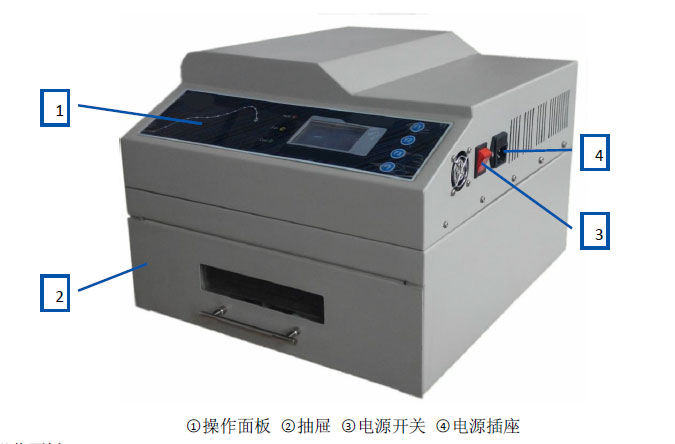
三、主要部件
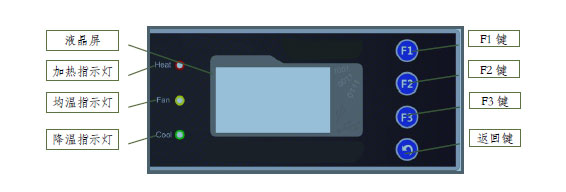
○1操作面板 ○2抽屉 ○3电源开关 ○4电源插座 2、操作面板
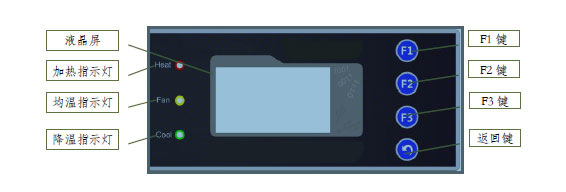
○1指示灯区 ○2显示区 ○3按键区
○1排烟通道 ○2串口
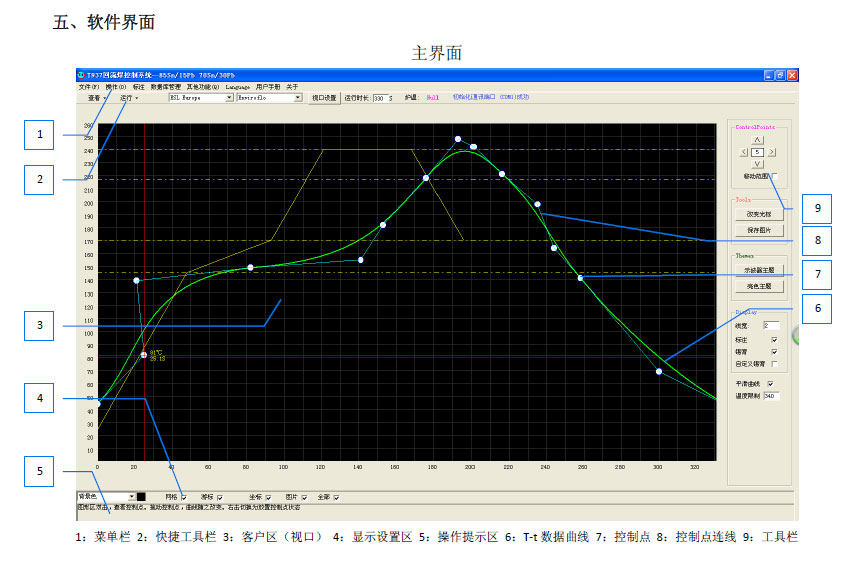
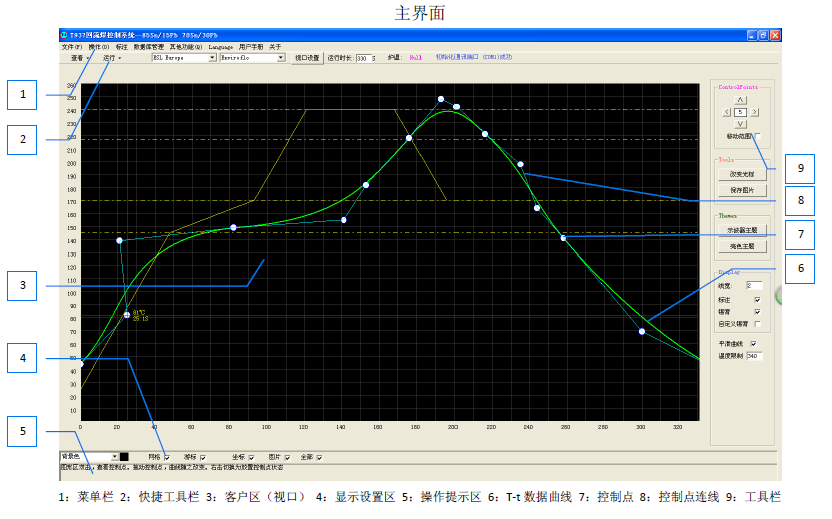
1:菜单栏 2:快捷工具栏 3:客户区(视口) 4:显示设置区 5:操作提示区 6:T-t数据曲线 7:控制点 8:控制点连线 9:工具栏
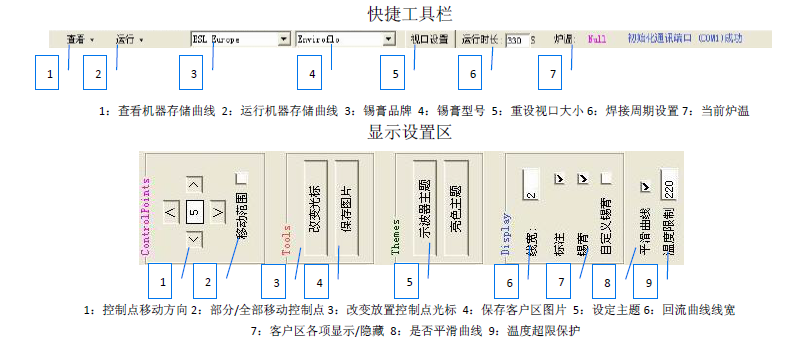
快捷工具栏
1:查看机器存储曲线 2:运行机器存储曲线 3:锡膏品牌 4:锡膏型号 5:重设视口大小6:焊接周期设置7:当前炉温 显示设置区 ◇2自定义锡膏 点击其他功能—锡膏数据自定义,打开自定义锡膏窗口,将您所使用的锡膏的特性参数填写在窗口对应的文本框里,点击应用,退出当前窗口。锡膏特性曲线显示自定义锡膏的特性曲线。 ○2建立曲线 ◇1打开本机自带工艺曲线 点击文件-打开工艺曲线,选择您想使用的工艺曲线,打开即可。 Tips:本机自带模板曲线是根据本公司线路板、锡膏及元件进行调校的,实际焊接中,由于用户的线路板、锡膏、元件等各不相同,应用本公司自带的模板曲线不一定能取得用户理想效果。因此,需要用户根据自己的产品来适当调整回流曲线,以达到最佳的焊接效果。 ◇2从空白创建曲线 ○3调整回流曲线 ◇1当前状态为查看控制点状态时,双击客户区,曲线上出现许多控制点,使用鼠标拖动控制点,可使曲线相应改变。 ○4有效回流曲线预览 本机设置曲线有可能并非最终执行的曲线(如您设定的曲线为一多值曲线,即一个时间点对应多个温度值。再如设定曲线超过了设定的目标温度阈值),因此您需要点击操作-曲线预览,来确认有效回流曲线符合您的预期。 Tips:本机特有温度超限保护功能,当您绘制的曲线,最高温度值大于您设定的目标最高温度值时,本机自动将该时间点温度值设定为45℃。目标最高温度值取决于显示设置区-9:温度限制所设定的数值。 ○5设定曲线加热时长 ○6保存回流曲线 点击文件-保存工艺曲线,在弹出的窗口中输入曲线名称,点击确定,完成回流曲线的保存。 ○7回流曲线的管理 点击数据库管理-工艺管理,可打开回流曲线管理窗口。
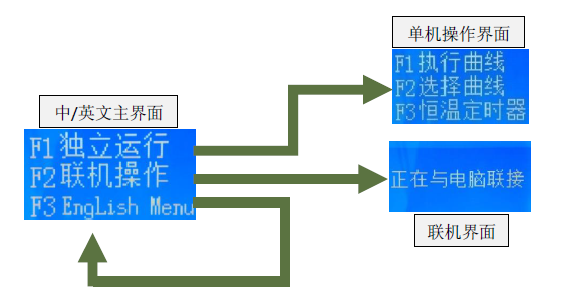
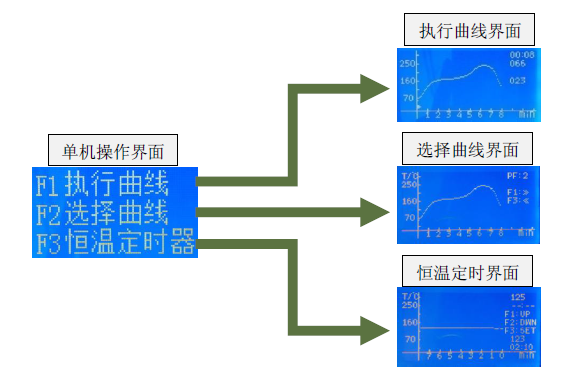
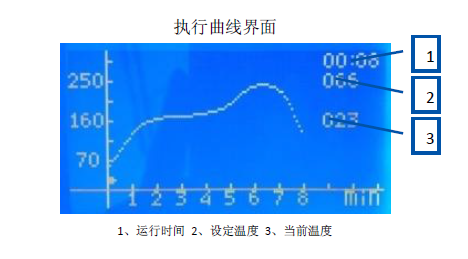
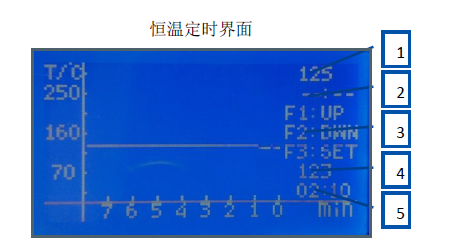
3) 各主要界面示意
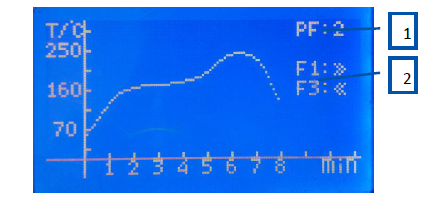
选择曲线界面
|
|||||||||||||||||||||||||||||
 |
 |
 |
 |
.jpg)

专业生产台式回流焊,T-962A,T-962,T-962C抽屉式回流焊,LED回流焊,SMT回流焊,SMT周边设备,回流焊接机,回流焊机,抽屉式回流焊,小型回流焊接机,回流焊接机公司,抽屉式回流焊接机,小型回流焊,台式回流焊,回流焊,小型台式回流焊机,台式回流焊机,无铅回流焊,回流焊温度,小型回流焊机,回流焊公司,回流焊机厂家
Copyright 2013 - 20018 www.szetool.net All rights reserved. 网站备案号:粤ICP备12007139号
联系地址:深圳市南山区西丽阳光工业区5栋 联系电话:0755-82876856 13714720278 传真号码:0755-82876856 邮政编码:粤ICP备12007139号

友情链接: 恒温加热台 电子工具仪器 邦企创源科技 香港龙威电源 LED加热平台 电子束焊机